

 |
酒精废水处理
我国酒精行业(包括燃料乙醇和食用酒精)主要是以玉米、薯干(术薯)、小麦等为生产原料。酒精生产所产生的废水具有CODcr浓度高、SS含量多、温度高、酸性大等特点,属于高温高浓度有机废水。
服务热线:13327921495 |
- 产品详情

一、前言
我国酒精行业(包括燃料乙醇和食用酒精)主要是以玉米、薯干(术薯)、小麦等为生产原料。酒精生产所产生的废水具有CODcr浓度高、SS含量多、温度高、酸性大等特点,属于高温高浓度有机废水。
酒精生产企业生产规模、形式、工艺、设备、原料和后段工序的不同,所产生的废水也不同,可分为酒精糟液(DDG生产工艺)和酒精清液(DDGS生产工艺)两大废水类型。
酒精糟液的CODcr浓度在30000~50000mgCOD/1,以玉米加工为原料的酒精清液CODcr在3000~6000mg/1之间,企业生产工艺的不同所排出废水浓度也不一样。处理工艺的确定,应根据废水浓度变化而定。
二、废水处理原理
由于酒精废水水质BOD/COD值较高,废水可生化性良好,故工艺设计主体采用厌氧内循环接触消化和好氧生物接触消化法来降解废水中耗氧有机物的含量。在整个工艺系统中再辅以沉淀、过滤等手段来确保各污染因子全面达标排放。
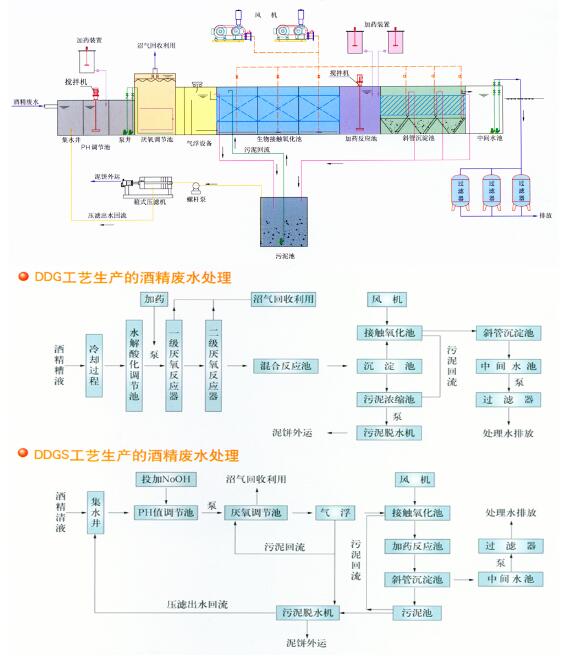
DDG生产工艺所排出的废水进入水解酸化调节池,泵入二级厌氧反应器,出水加药混合沉淀后进入接触氧化池好氧处理后沉淀过滤出水。
DDGS生产上艺所排出的废水调节PH值后直接进入厌氧调节池(工艺设计在厌氧池内投加高效厌氧菌米曲霉来消化废水中的有机物含量,同时分解废水中的高分子有机物,减轻了后段处理负荷).厌氧池出水进入气浮设备进行浮选,然后到氧化池,好氧处理后沉淀、过滤出水。
三、工艺流程示意图
四、工艺特点
・选用酒精废水处理成功工艺,并在此基础上进行改进,工艺路线合理可靠,处理效果好且稳定,确保废水处理后达标排放;
・采用高效厌氧菌米曲霉工艺处理高浓度有机废水。
・设计工艺在运行上具有较大的灵活性与调节余地,以适应水质水量的变化;
・用气浮法回收废水中的蛋白,并保证蛋白品质,提高了回收效率。
・生化主体采用多级接触氧化法工艺,利用硝化与反硝化技术以降低废水中的有机物,具有处理效率高,出水水质好等优点。
・废水处理构筑物的设计可全部埋地或半埋地钢筋混凝土结构。
DDG JL艺生产的酒精废水处理设置水解酸化调节池,二级厌氧反应器;DDGSI艺生产的酒精废水处理设计厌氧调节池,真正达到调节池与厌氧池兼顾功能,节省了土建投资及占地面积。
五、技术水平处理标准:按GBa978―1996《综合污水排放标准》中的一级排放标准执行。 (具体根据用户要求确定)
PH | CODcr | BOD5 | NH3一N | SS |
≤6.0~8.5 | ≤100rag/1 | ≤20rag/1 | ≤15rag/1 | ≤70rag/1 |
六、工程设计范围
1、生产废水自流进入废水处理场界区始至系统出水为止的各处理单元的工程内容。
2、经废水处理单元排放的固体物及污泥处理的工程内容。
3、从厌氧系统产生的沼气经气柜贮存、脱硫装置的工程内容。
4、用户要求的废水需深度中水回用水处理的工程内容。
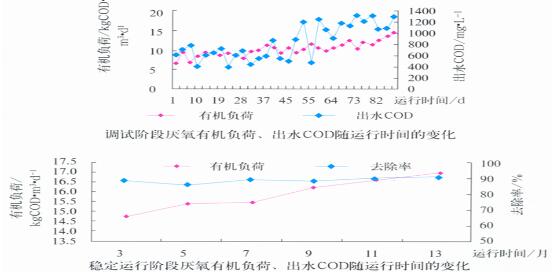
七、厌氧反应有机负荷和COD去除率变化示意图
八、技术经济保证
投资运行费用较低,保证了系统长期稳定运行的经济性较好;
江南集团具有雄厚技术经济实力,为工程的实施提供技术经济保证。
九、应用实例
梅河口阜康酒精有限公司 | 一期1200T/D | /套 | 已通过环保验收 |
黑龙江盛龙酒精有限公司 | 处理水量:2400T/D | /套 | 已竣工 |
内蒙古利牛生物化工责任有限公司 | 处理水量:3000T/D | /套 | 已竣工 |
吉林白城乙醇有限公司 | 处理水量:720T/D | /套 | 已竣工 |
黑龙江兴汇粮食加工有限公司 | 处理水量:2000T/D | /套 | 已竣工 |
黑龙江桦川四益乙醇有限公司 | 处理水量:500T/D | /套 | 已竣工 |

